Гильзовка двигателя 2.0 на Hyundai IX-35


все работы

по регламенту

с гарантией
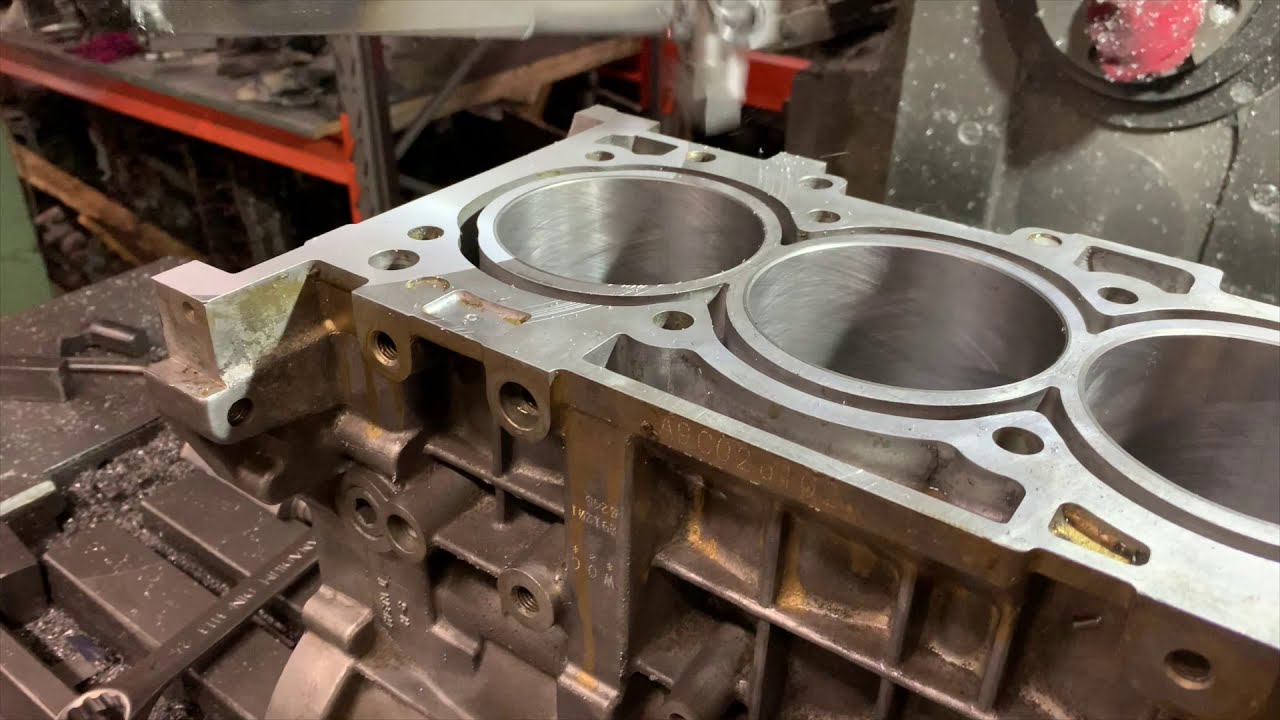
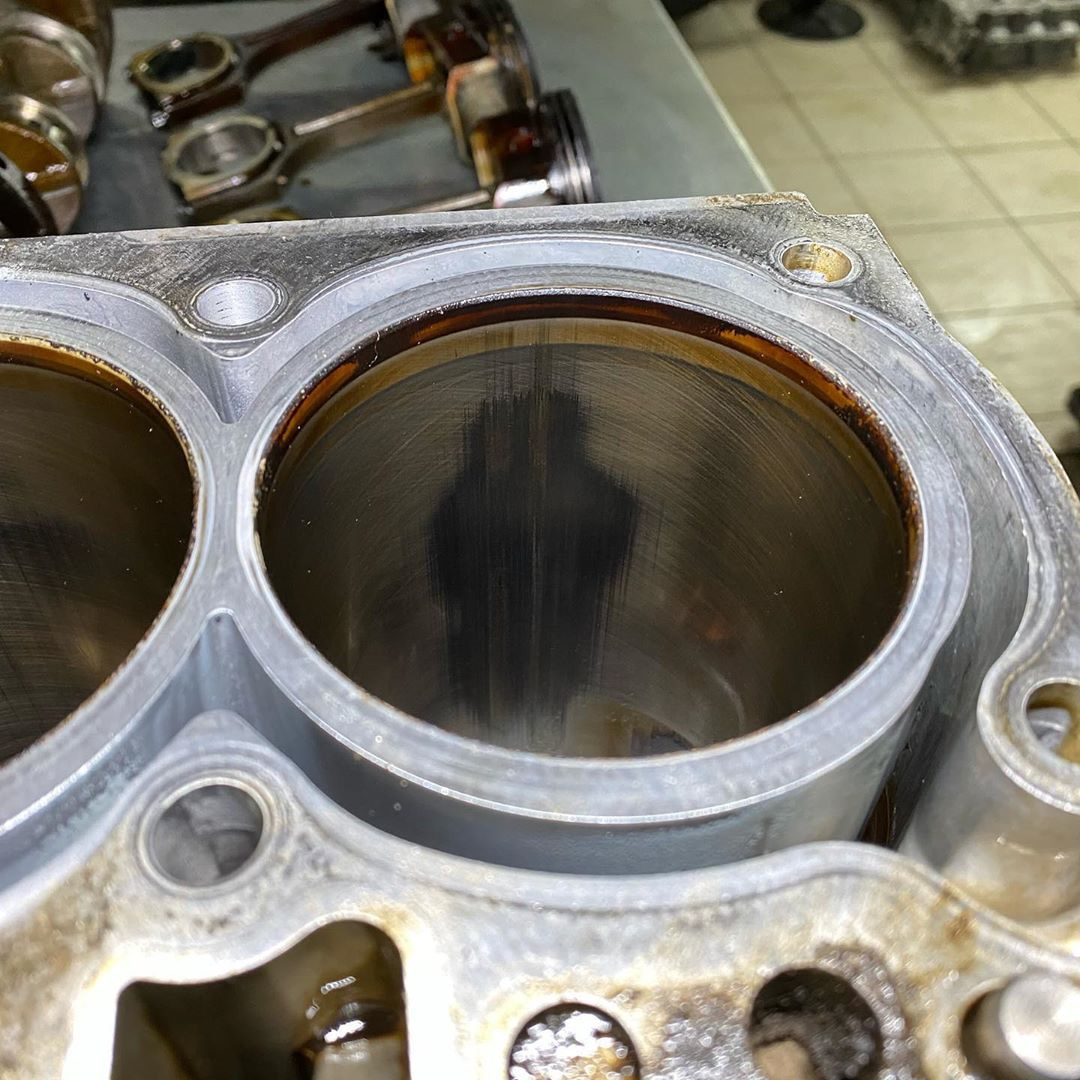
Гильзовка двигателя 2.0 на Hyundai IX-35 проводится с целью устранения небольших дефектов путём снятия тонкого металлического слоя. Работа ведётся до получения нужного размера высокой степени точности. Затем вставляется поршень с ремонтными кольцами.
Если стенки цилиндров имеют серьёзные повреждения, которые не устраняются расточкой, то ведётся запрессовка гильз. Такая работа проводится ещё в том случае, когда установка нового ремонтного комплекта уже невозможна. Этот процесс является более сложным.
Стоимость расточки и гильзовки двигателя 2.0 на Hyundai IX-35 в Москве
| Наименование | Кол-во | Стоимость |
| Гильзовка двигателя 2.0 на Hyundai IX-35 | 1 | 5500 |
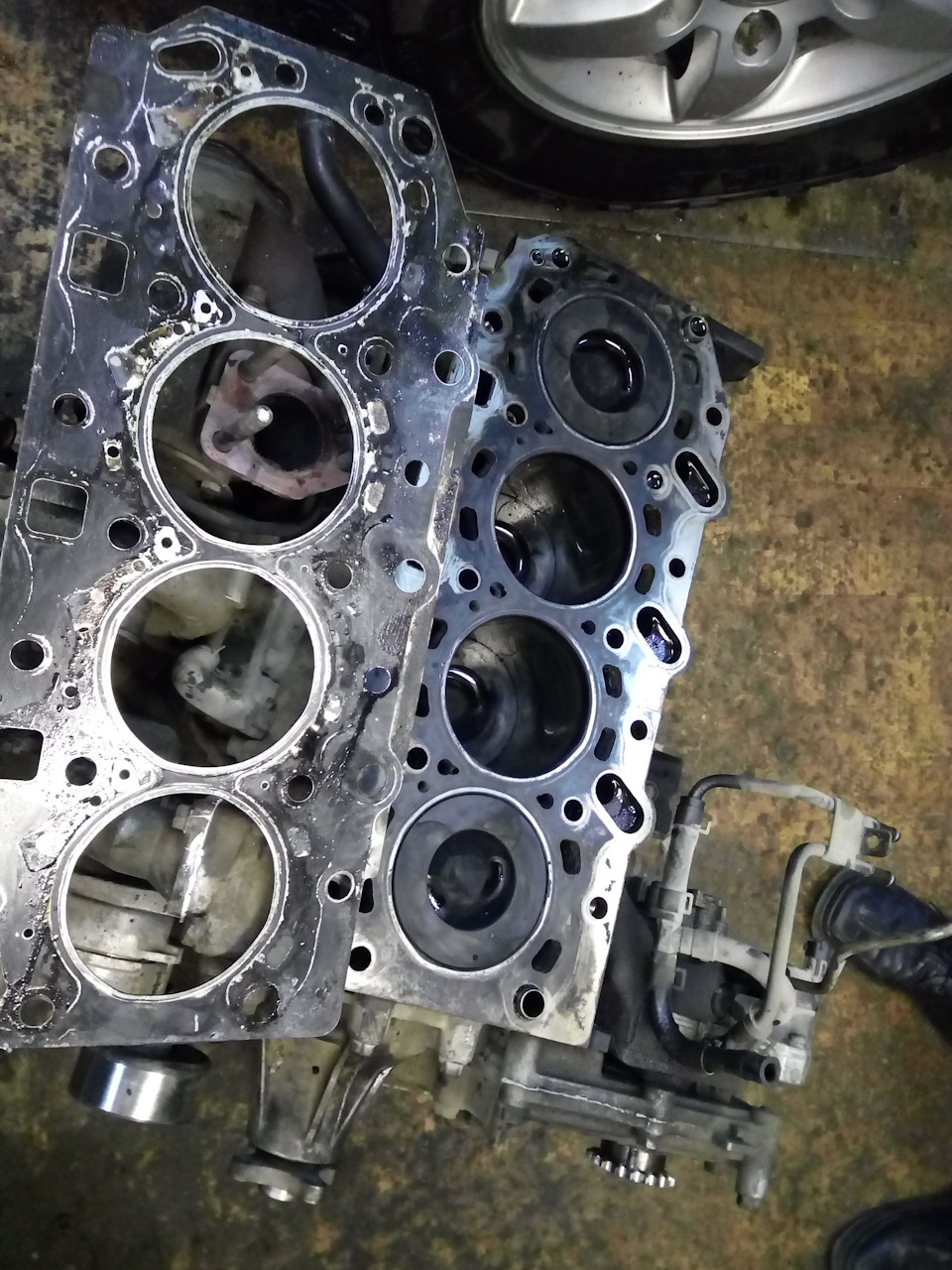
Разновидности гильз
Гильза представляет собой съёмную вставку, которая запрессовывается в расточенное отверстие. Внутренняя её поверхность является новой стенкой блока. По этой причине она должна быть хорошо обработана. В зависимости от диаметра отверстия формируется объём рабочей камеры. Такой процесс называется гильзованием. Работа отличается сложностью и требует наличия специального оборудования, поэтому «Гаражное» гильзование двигателя 2.0 на Hyundai IX-35 может плохо повлиять на дальнейшую работу двигателя.
Требования, которые предъявляются к гильзам, носят следующий характер:
- Хорошо противостоять воздействию коррозии.
- Способность переносить высокие температурные перепады.
- Обладать достаточной прочностью.
Установленные гильзы бывают двух видов:
Мокрые. Такие детали имеют контакт с охлаждающей жидкостью. По этой причине они снабжаются ещё дополнительными прокладками, чтобы исключить попадание в цилиндр антифриза.
Сухие. Они с охлаждающей жидкостью в контакт не вступают.
Оба вида гильз изготавливаются с высокой степенью точности. При этом не допускается даже небольшой эллипсности.
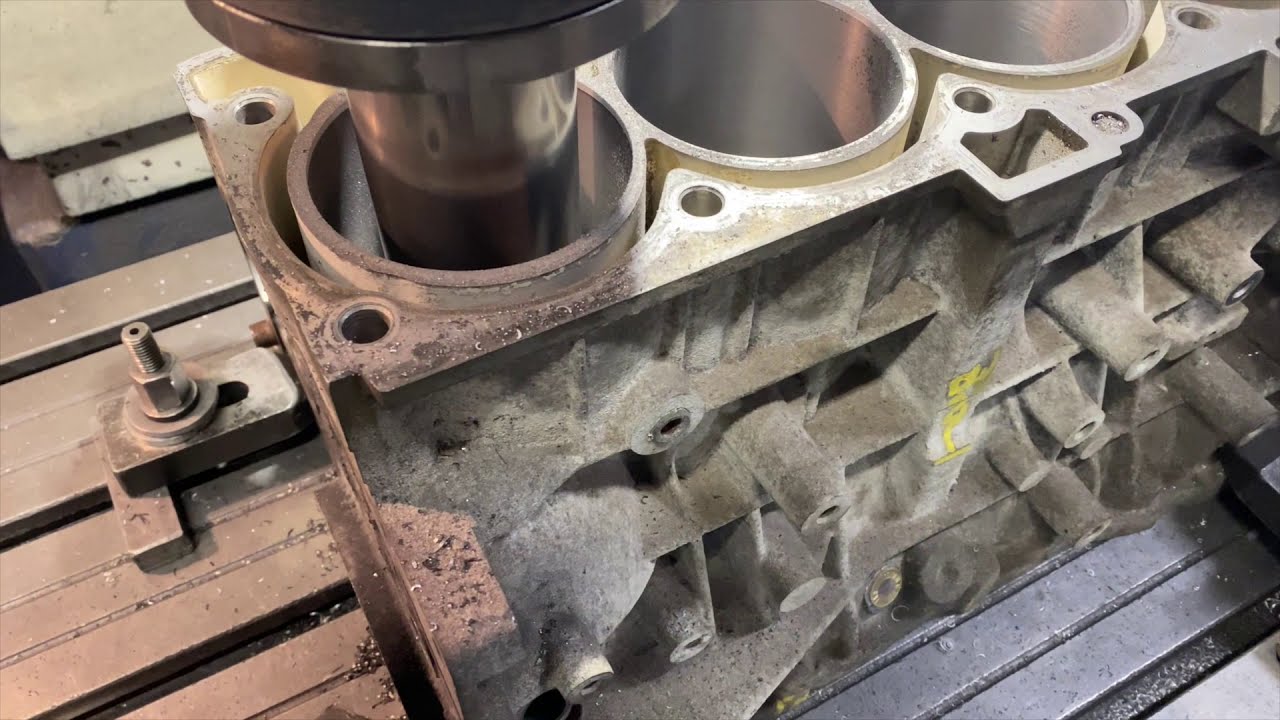
Процедура запрессовки
Если требуется делать расточку, то необходимо добиваться правильной геометрии полученных отверстий. Недопустимы даже незначительные отклонения и выход за пределы допуска.
Такая процедура называется процессом горячего гильзования. Состоит она из этапов:
- Расточенный блок цилиндров подогревается до температуры 150.
- Перед установкой гильза погружается в жидкий азот для охлаждения.
- Втулка обрабатывается специальным раствором, чтобы на ней не формировался конденсат в момент соприкосновения с горячим металлом.
- Гильза устанавливается в подготовленное гнездо.
Такой метод гильзовки блока является оптимальным. Запрессованная втулка плотно садится в отверстие без зазора. При этом создаётся необходимый натяг, и деталь надёжно удерживается в корпусе. В момент установки гильзы она легко входит в своё гнездо, поскольку оно расширено под воздействием температуры. Для создания необходимого усилия достаточно веса гильзы. С помощью молотка втулка загоняется до упора.
Если всю процедуру выполнить верно, то гильзованный блок может эксплуатироваться тот же период времени, что и выпущенный с завода.
Профильный центр для Hyundai IX-35 в Москве